|
|
 |  | | | |  在
在DIY 之前,先对手工电弧焊机做一些简单的原理介绍:
可能在21dianyuan论坛里的网友们对于焊接电源不一定都很熟悉,拿焊接电源与普通稳压电源相比,首先输出功率上要大不少,一般多在KW 级以上;第二,输出特性大不一样,一般焊接电源在“接触引弧期”都工作在短路状态,“燃弧期”工作在恒流或定阻输出状态;第三,输出电流的动态范围从空载到短路,突变极大;第四不能加普通的“短路保护”功能.....第五...... |
|
|
|
| |  |  | | | | | | 对焊接电源的主功率级来说,设计的重点在于如何保证从空载到短路再到燃弧的整个动态工作过程中,
主功率开关器件始终运行在可靠的安全区域(SOA曲线)内。为达到这个目的,可以依赖负反馈手段,也可采用拓扑手段。 |
|
|
| | | | | | | 俺来整理一下
电弧焊机的电路特点
按照工作流程分为:
1、起弧阶段 ——短路状态
2、燃弧阶段——恒流或定阻状态
3、由于一会焊接一会不焊,所以动态特性是空载短路来回,那么突变就很大
4、由于起弧阶段是短路状态,那么就不能有短路保护的功能,当然是“短路保护” |
|
|
|
|
|
|
| | | | | | | 如此烧电焊?? 不怕手被紫外线灼伤???? 还好只是业余的DIY.....  |
|
|
| | | | | 由于是DIY,所以本着“学习与提高”的宗旨,对本制作分两个不同的拓扑——1. MOS全桥与2. IGBT双管正激,分别介绍。 |
|
|
| | | | | | | 强人,MOS全桥和IBGT都讲解呀,小弟佩服的五体投地 |
|
|
| | | | | | | | | MOS FET工作频率高,可以减小主变压器的体积,减轻整机重量。 |
|
|
|
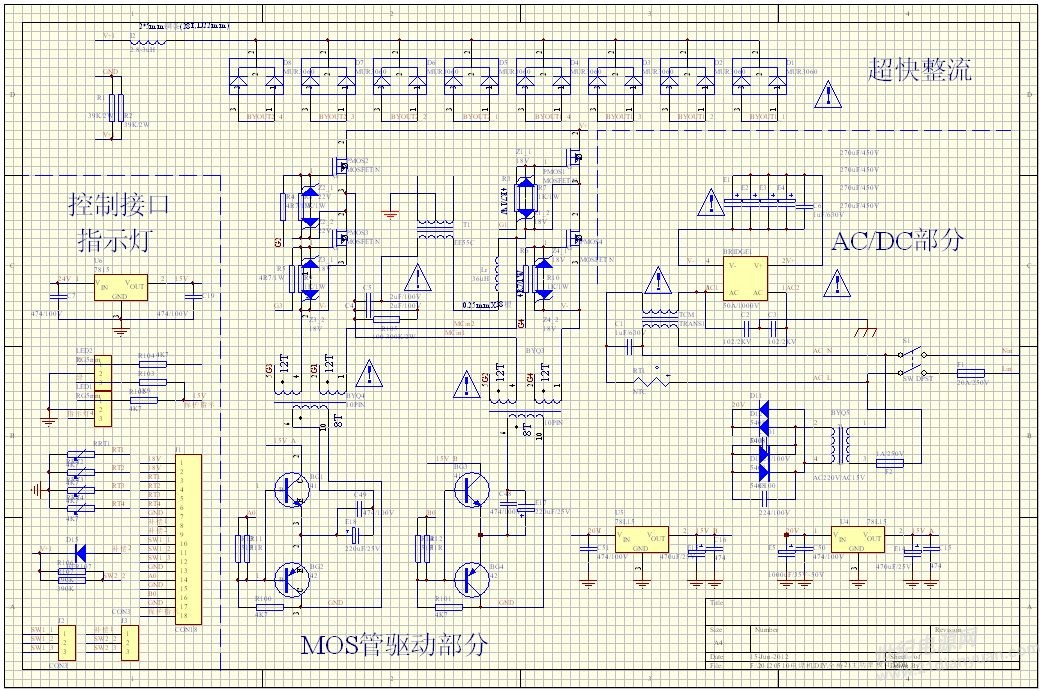
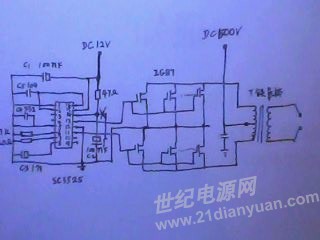
| | | | | | | | | | | | | 顺便发一个IGBT单管正激的电弧焊焊机的原理图。
个人认为,这样的机器,风道的设计,可能也非常重要,不然,散热很是问题啊。
单板机200原理图.pdf |
|
|
| | | | | | | | | | | | | | | 很专业!看来楼上朋友是干这行的老手了。 
不过本帖不对国内外已量产的方案做介绍,如台州、永康一带很火的仿佳士ZX7-200方案,
还有同阁下提到的单端正激方案。
本帖只从电路设计的基本原理出发,通过DIY使初学者认识电焊机的基础原理,所以撇开
UC3846全桥与UC3845双管单端正激两种流行量产方案,而采用SG3525+LM324的DIY方案。 |
|
|
|
| | | | | | | | | | | | | | | | | 不是什么老手,但是是在这个行业里面混饭吃的。
所以,愿意同各位一起交流心得。因为难得发现这么一块只谈技术的净土。 |
|
|
| | | | | | | | | | | | | | | | | | | 在注重负载持续率的实际产品中,散热风道设计的确是十分重要的,这方面瑞凌老总对焊机行业的贡献很大。 |
|
|
| | | | | | | | | | | | | | | | | | | | | 没错,瑞凌的小焊机,三层板结构,只到现在,还是各个厂家争相模仿的对象。 |
|
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | J3这个地方是一个温度开关。
用作电焊机过温保护的。 |
|
|
|
| | | | | | | | | | | | | | | | | | | 对正激拓扑的几个常用名称做个做个沟通交流:1. 单管单正激2. 双管单正激3. 单管双正激4. 双管双正激5. 有源箝位
输出3KW~5KW以内的正激拓朴电焊机中,以双管单正激为多见。 |
|
|
| | | | | | | | | | | | | | | 074不是单电源运放,单15V供电好用?
为啥MC33074的Pin14输出要串仨二极管拉低COMP端? |
|
|
|
|
| | | | | | | | | | | | | | | | | | | | | 呵呵,交流一下。
因为这种机器,非常在乎成本的。所以,尽量用单路电源。 |
|
|
|
|
| | | | | | | | | | | | | | | | | | | MC33074的Pin13接电流互感器输出了,初级开关电流越大,Pin14应该输出电压越低,U1L的Pin3电压限值应该↓→初级开关电流↓ |
|
|
|
|
|
| | | | | | | | | 对于DIY而言,外壳向厂家购买类似尺寸的成品即可。
如果自制,其实也不难,不过要做得美观一点的话,就需要一系列的配套板金工具及喷漆工艺。
从实用角度出法,找块铁皮,经画线、剪切、折边、钻孔等工序,也能做出个象模象样的外壳来。 |
|
|
| | | | | | | 漂亮啊,老兄,我好想要一套玩一下,哈哈。
关注死你了! |
|
|
|
| | | | | 回到机芯电路原理上来:
本DIY撇开所有量产逆变焊机的控制方案(如峰值反馈、电子电抗器、有源U/I动态特性控制等手段),MOS FET焊机采用最原始的漏抗限流方式....... |
|
|
|
|
| | | | | | | | | 是的! 基本原理可参考(老式BX)动铁式漏抗限流手工弧焊机。 |
|
|
|
|
|
| | | | | | | | | | | | | 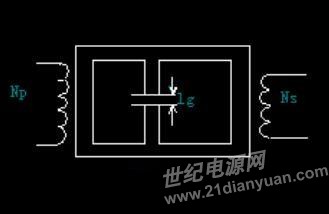
假设lg=0mm,不难理解Np的磁通会被中柱“磁短路”,从而使Ns的输出功率趋向于
“零”,如lg足够大,则Np的能量基本都耦合到Ns,改变lg的大小,即可改变输出功率的大小。 |
|
|
| | | | | | | | | | | | | | |  CCFL有用到这种漏磁式变压器,省掉输出限流的高压电容,还没在电焊机里见过,期待继续…… |
|
|
| | | | | | | | | | | | | | | | | 拆一台传统的动铁式BX焊机,仔细看看,就会了然于胸。 |
|
|
| | | | | | | 每天一顶
越来越精彩了
技术方案是漏抗限流方式
另外还有峰值反馈,电子电抗器,有源U/I等技术,此次DIY不考虑这三种。了解,支持。 |
|
|
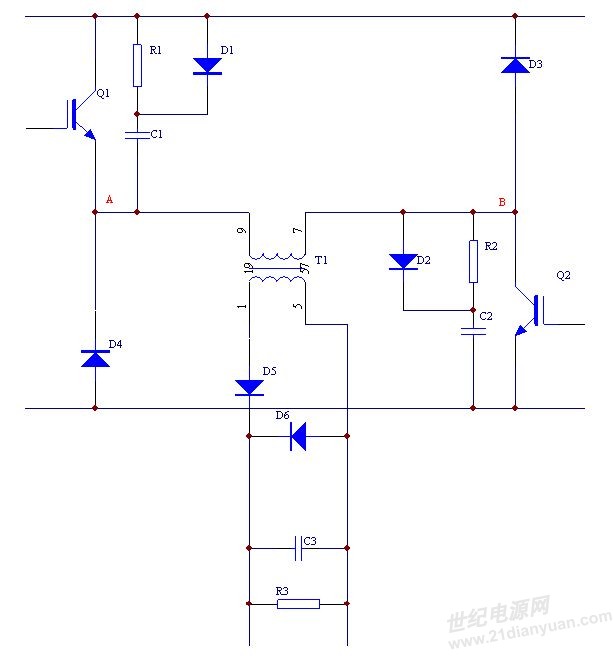
| | | | | 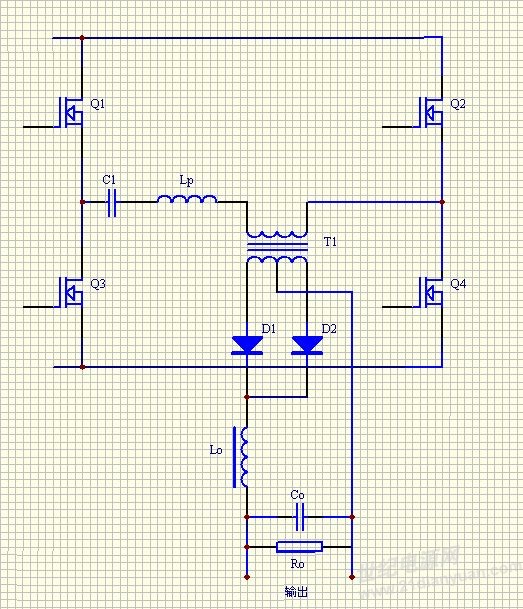
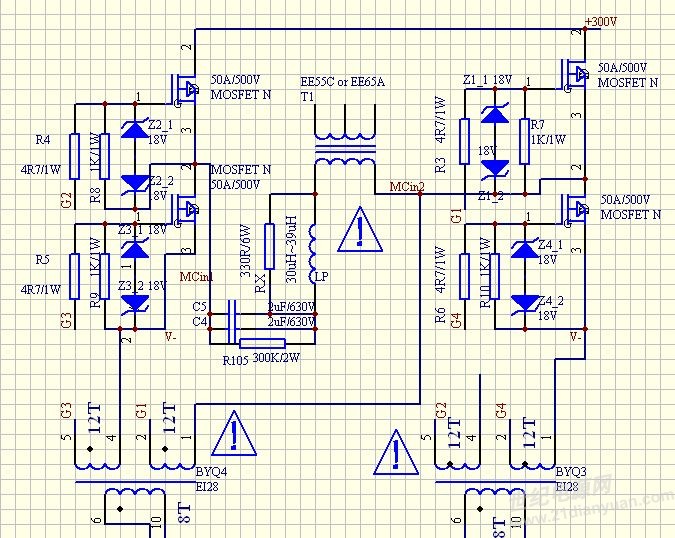
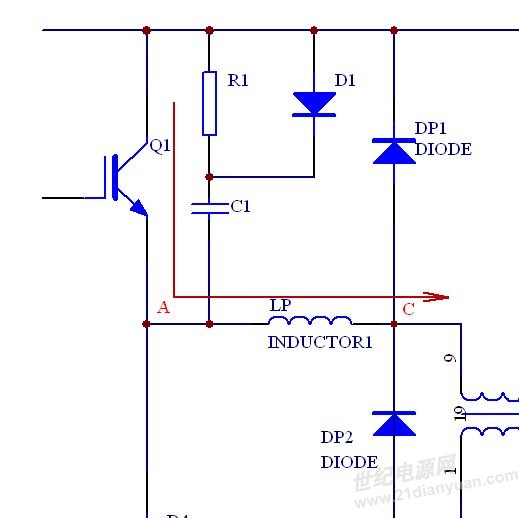
这是主功率输出电路,与46楼的工作原理既有类同处,又有不同点。
C1是常规的隔直电容,Lp在这里充当46楼里的漏抗,不同的是46楼的BX型电焊机是固定的正弦50Hz 工作频率,
靠调节漏抗大小来改变输出特性,而这里是固定的工作频率,固定的Lp电感量,靠改变占空比来控制输出特性的。 |
|
|
| | | | | 在MOS FET全桥原边串联“限流电感”的基本架构下,具有如下的一些优点:1. 可以选择80KHz~100KHz的工作频率(目前IGBT在最佳效率下,还达不到这个频率),Lp可用体积小巧的空芯电感,发热较低,且无饱和之虞;2. 主变压器可选优质的EE55B或劣质次品的EE65B磁芯;3. 对输出特性的控制只需一个调节占空比的电位器,电路简洁,适合初学者仿制;4. 在实用的焊接电流下,占空比变化范围不大,可使MOS FET的驱动电路变得十分简单易制作;5. 基本属于开环控制,MOS FET的安全区域、输出U/I特性、最大短路电流由选择合适的主变压器匝比与Lp感量来保证。 |
|
|
|
|
|
|
|
| | | | | 在正式DIY开工前,有必要先对电焊机的输出U/I外动态特性与焊接效果之间的关系做一个简单地介绍: |
|
|
|
| | | | | | | 按照GB15579或IEC60874标准所规定,手工弧焊机的输出电压Uo=(I2*0.04+20 )V,式中I2是指输出电流,
可见在额定电流下,对输出电压是有一定要求的,标准所规定的是理想条件下的最低电压值,考虑到线路损耗与供电电压浮动,
欲获得较好的电弧长度与焊接效果,在额定电流下,输出电压Uo最好比(I2*0.04+20 )V再高出数V,这个就是我们通过调整电路参数所要追求的。 |
|
|
|
| | | | | 
如额定电流下的电压偏低或不足,就会造成电弧偏弱或半途熄弧,严重影响焊接质量。 |
|
|
| | | | | 然而,设计一台合格的焊接电源,除了要满足对输出特性的要求外,同时还必须满足对功率开关管的安全可靠性能的要求,缺一不可。 |
|
|
|
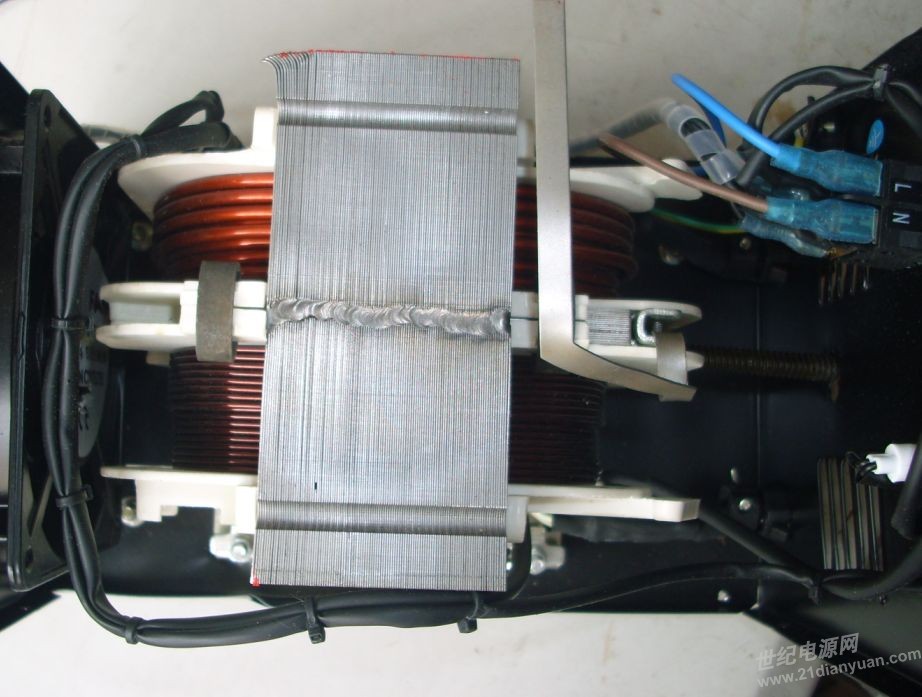
| | | | | 对于46楼的原理,我来解释一下,先看一下型号为BX1-100的内部实物照片:

这是输出功率最小的[铁块] 位置。 |
|
|
|
| | | | | | | 根据[衍铁]的不同空间位置,已不难推断出[看不见的]那部份的磁路结构了。 |
|
|
| | | | | | | | | 初级、次级绕组都绕在中柱上?中柱留气隙?气隙两边是衔铁? |
|
|
|
| | | | | | | | | | | | | 对呀:电焊部分没有硅钢片那种片间绝缘,涡流损耗会不会很大? |
|
|
|
| | | | | | | | | | | | | | | 内部结构您肯定能猜到的,但硅钢片是不能烧电焊的,不光是涡流损耗,磁特性都会变劣,不过小厂不少都爱[乱来]的。 |
|
|
|
| | | | | | | | | | | | | | | | | | | 这只是借实物说明一下工作原理而已,竟然给我扣个忽悠的帽子? 
中柱是没人为添加的气隙的(自然气隙)。 |
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | 其实那些小厂是为了省成本,加上对制造工艺半懂不懂,才会如此[乱来]的。 |
|
|
|
|
|
|
|
| | | | | | | | | 对于电焊机这种特殊的“短路—突变—空载”的工作模式,如原边串联的L与C自身Q值很高,则难保不会因LC的谐振储能而干出些“搬起石头砸自己脚”的事情来。
在大于3KW的电焊机里,这个并联电阻也有并在L上的,最小值会在数百欧以下,当然功率要选大些的(4W~10W),否则很快就烧焦失效。 |
|
|
|
| | | | | | | | | | | 说得不全面哦!
C上并电阻是为了炸管故障后,C上的电荷会伤到维修人员,做泄放电荷之用,一般阻值不会太小的,会用到100K~300K。
L上并R是降低Q值,才会是低阻值大功率的。 |
|
|
| | | | | | | | | | | | | 对呀:C上并的电阻小了隔直作用弱了,为啥不在俩桥臂间跨泄放电阻? |
|
|
| | | | | | | | | | | | | | | 86楼、87楼的观点都有一定的道理,但“为啥不在俩桥臂间跨泄放电阻?”请看电焊机炸管后的景象:


根据照片细想一下,就不难理解“隔直电容”上直接并放电电阻的好处了! |
|
|
| | | | | | | | | | | | | | | | | 那么这个并电阻就是从实际工程来考虑
所以常识的理论是多么的奔溃 |
|
|
|
| | | | | | | | | | | | | | | | | 炸管后电容、变压器焊盘不会脱落?俩桥臂间跨泄放电阻的位置选在电容、变压器的焊盘间行不行? |
|
|
| | | | | | | | | | | | | | | | | | | 兄弟可根据47楼的电路结构分析一下。
从经验看,电容、变压器焊盘到是极少被炸得脱落的(除了隔直电容击穿时),细想一下,
如PCB空间允许,泄放电阻的位置选在电容、变压器的焊盘间在原理上应该也是可以的 |
|
|
|
|
| | | | | | | 图不是很清楚,楼主方便上传一下吗。
请问是PWM硬开关全桥模式吗
次级电感变到初级? |
|
|
|
|
|
|
| | | | | | | | | 这个说来话长了,对于量产的真正产品,十分注重性价比,苦心积虑地降低成本,往往会根据各个部件的发热与散热状况,
选一处有代表性的重要部件做温升采样点,而对于业余的DIY,是注重实践与学习,所以分别对主变压器,两块MOS FET散热器,超快整流散热器,都加了热保护。
更有甚者,对主滤波电解电容也加热保护,这些都是因为电焊机的工作状况比较恶劣。 |
|
|
|
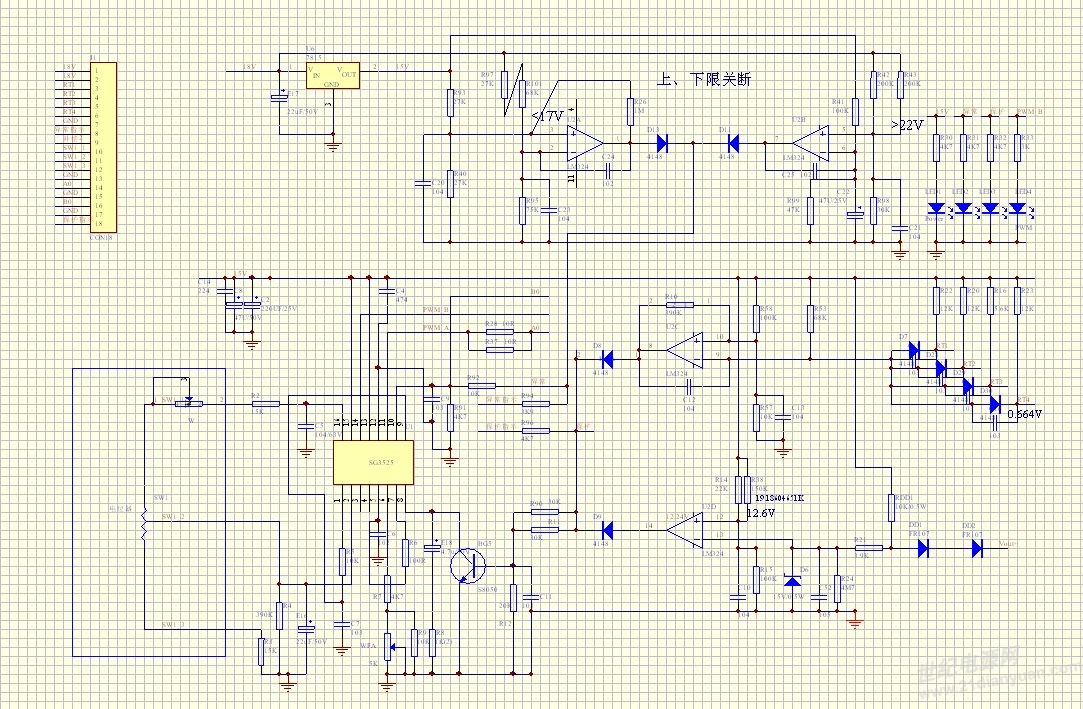
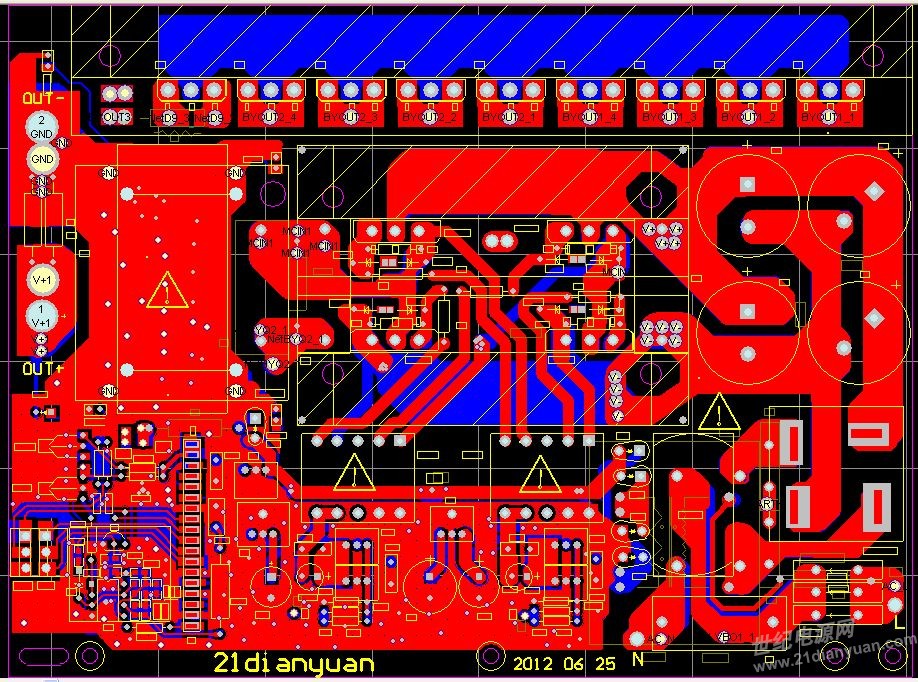
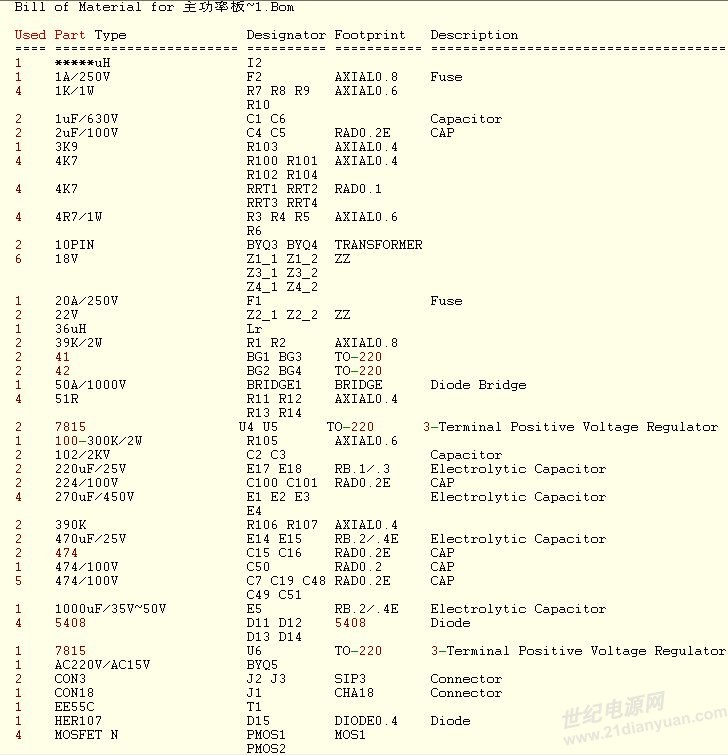
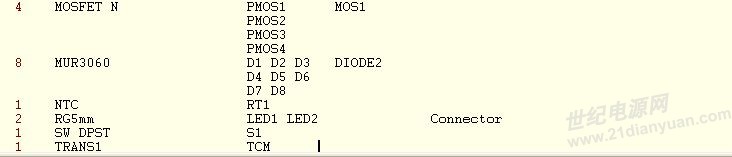
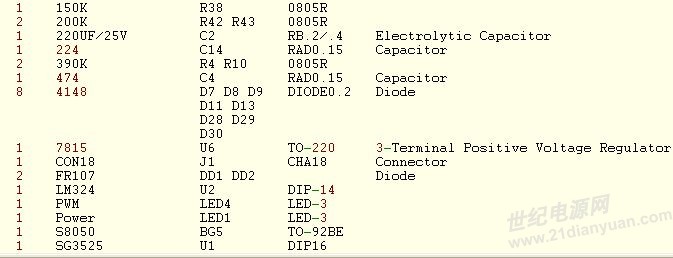
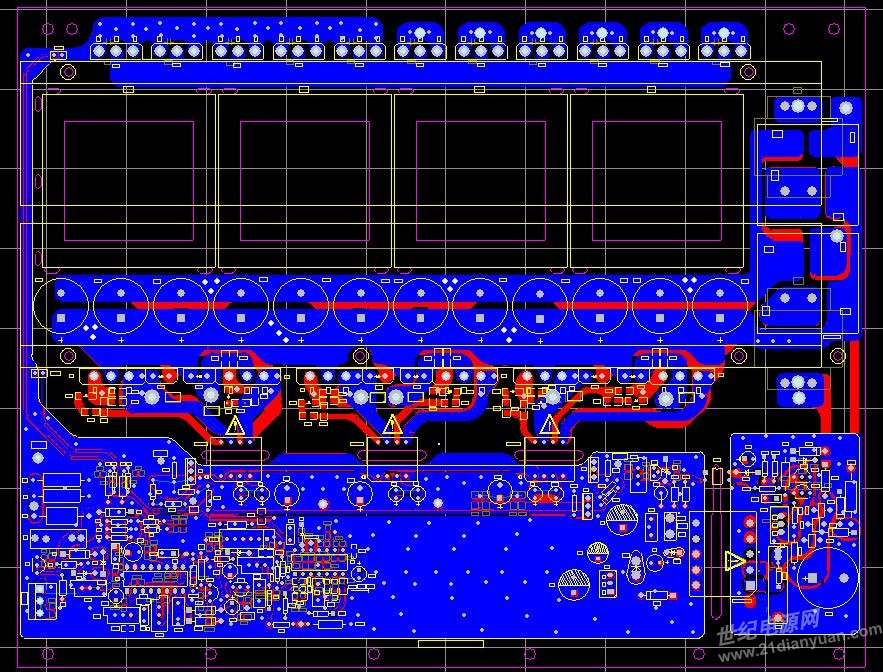
| | | | | | | 楼主,主功率和SG3525这两张图都不清楚,方便再传遍清楚点的图片吗?
|
|
|
|
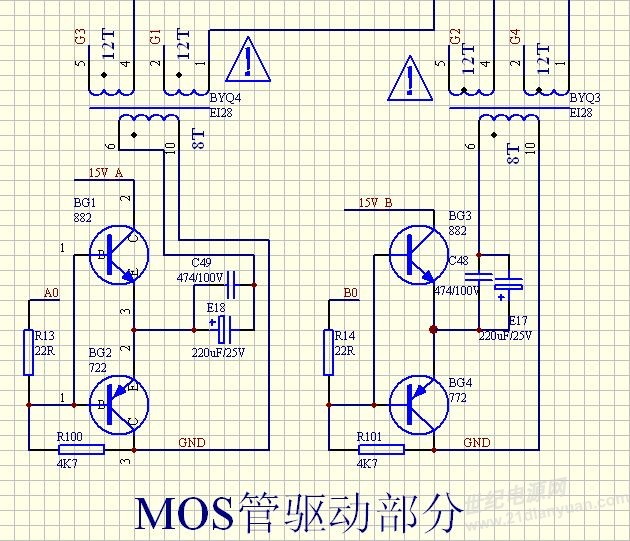
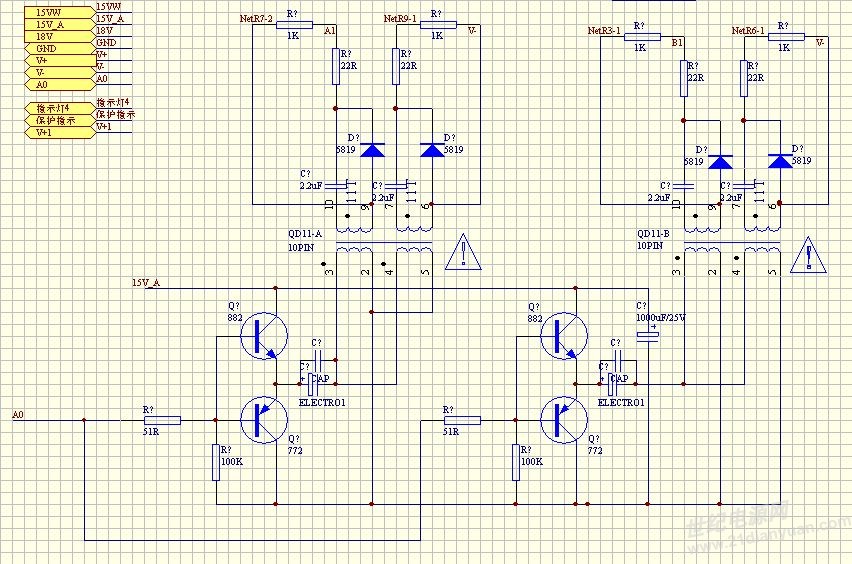
| | | | | 由于占控比变化不大,采用了最简单的互补变压器隔离驱动方法,制作十分方便,适合初学者DIY。
 |
|
|
|
| | | | | | | 驱动部分,我感觉使用单管、1:1时波形更好一些,上升沿下降沿的时间都较短 |
|
|
| | | | | | | | | 说得有道理的!
但是这里是为了能有一定的关断负压,又用了这样一个最简单的互补变压器驱动,不得不采用升压的办法。
MOS FET桥式大功率应用时,无负压关断是比较“危险”的。 |
|
|
|
| | | | | | | | | | | | | 
100KHz空载时 黄色 G 波 蓝色 主变电压波 |
|
|
| | | | | | | | | | | | | | | 谢谢楼的热心回复。
想请教G极是输入,在主变压器之前,倒是滞后了,这是怎么回事? |
|
|
| | | | | | | | | | | | | | | | | G 极波形是SG3525出来的其中一路,而变压器的电压波与另一路是同相位的。
实际上是变压器的加载电压波形(见114楼,含强烈的振铃)滞后于G极波形,原因是外置电感与漏感引起的。
而这幅图中的主变压器波形是因输出空载,又加之与G波是错相关系,在励磁储能续流的情况下,导致了“难以理解”的波形关系。 |
|
|
|
| | | | | 为提高可靠性,降低DIY的难度,SG3525AN部分采用50Hz工频变压器做副电源,见79楼图纸,
由于工频变压器稳压范围小,所以还特别增加了欠压关断SG3525的功能,以防MOS管驱动不足而发热甚至损坏。 |
|
|
|
|
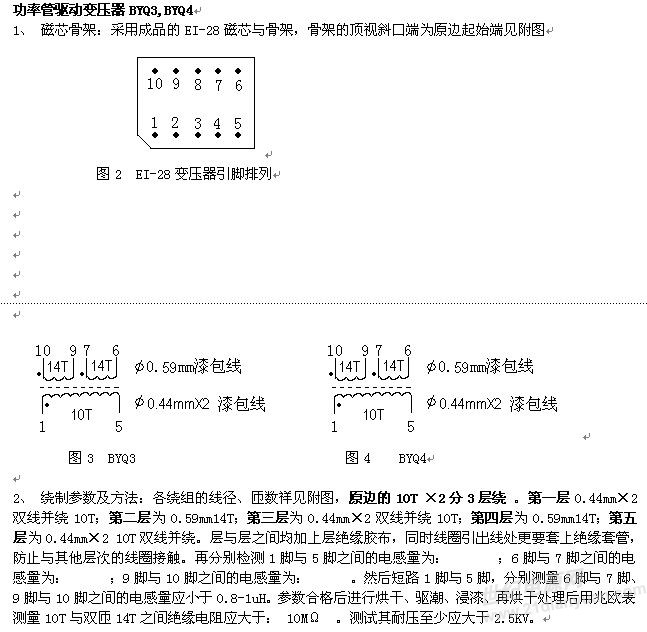
| | | | | 在PCB板没画好前,先介绍两个重要部件的制做方法:1. EI28驱动变压器2. EE55C主功率变压器。
先说驱动变压器的绕制结构与方法,采用如此简单的驱动电路,要控制好4个MOS FET在恶劣的条件下可靠工作,对驱动变压器的绕制工艺提出了特殊的要求。 |
|
|
| | | | | | | 期待主变压器工艺,以前搞CCFL用的漏磁式变压器是外供的(TOKO)。 |
|
|
| | | | | | | | | 兄弟你没细看47楼、48楼的内容?
这里采用“外置电抗”的形式,对于主功率变压器,在100KHz的频率,原副边匝比为6~7时,
自带的漏感也很可观,经验值为13uH~15uH,接近外置电感感量的一半。
用EE高频变压器“自带漏抗做限流”应用在电焊机里是“很危险”的,必须加外置的“纯线性电感”。 |
|
|
|
| | | | | | | | | | | | | 这里只是应用了漏磁式变压器的限流工作原理,神同形不同(否则没法用改变占空比去调节输出电流了),
外置“空芯电感”做限流的好处是“不会饱和”,当然这里实际的限流作用是外置“空芯电感”与“变压器漏感”共同完成。 |
|
|
|
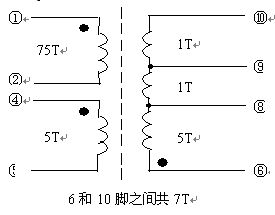
| | | | | 这个EI28驱动变压器的原边8匝共有3层,副边12匝共2层,层次与匝数的分布是:第1层(最内层)8匝,
第2层12匝,第3层8匝,第4层12匝,第5层(最外层)8匝,然后3个8匝同相并联做原边,2个12匝做交叉对管的驱动绕组。 |
|
|
|
|
| | | | | | | | | 这个肯定有(是指绕组间的环流吧?),但很小,并不影响实际应用,实际环流大小会取决于绕制工艺及前级的输出阻抗。
前面忘了说明,8匝是用0.38mm双线并绕的,12匝用单根0.59mm绕制,引出线套特富龙套管,每层层间包3~4层0.05mm的聚脂胶带。
绕制工艺水平就要看DIY者的“手工”功底了。 |
|
|
|
| | | | | | | | | | | 需要低漏感而匝数又少情况下,这确实是个不错的选项,像推动变压器这样的只要环流(其实就是损耗)在可以承受的范围,这样的分层三明治,确实可以大大增加初次级的耦合度,减少漏感。 |
|
|
|
| | | | | | | | | | | 882 772的 +15V 与 GND 之间并联无感CBB,加宽PCB铜箔,也能压低米勒尖峰,这点很容易被忽略。 |
|
|
|
|
| | | | | | | 学习学习。
但不知道楼主使用磁芯EI28的依据是什么呢? |
|
|
| | | | | | | | | 这个还真是有一番讲究的!
跑100KHz的频率,如单纯讲波形,讲漏感,以高导磁环为最佳首选!
但绕制麻烦,抗电强度、线材选择、高温参数飘移等等都不好处理,EE25嘛,窗口与EI28相近,
可以选择粗一些的漆包线,但磁芯Ae偏小,同样100KHz应用时,总匝数会稍多些,相比之下用EI28的绕组分布参数会更小。 |
|
|
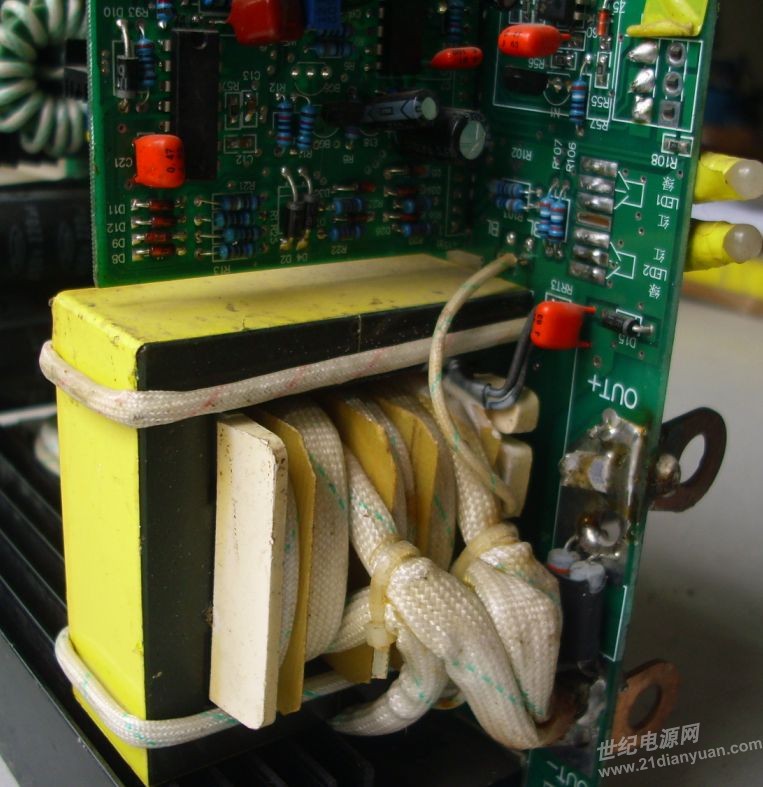
| | | | | 接下去介绍主变压器与外置空芯电感的制做:
主变压器磁芯选用PC40 EE55C立式骨架与磁芯,由于开关频率是100KHz,所以有条件的应选用“李兹”线,或自己用0.12mm~0.25mm的漆包线绞合,
使截面积在1.55mm2~1.65mm2左右即可,做原边绕组的导线,副边用同样方法制作,使截面积在7mm2~8mm2左右即可,原边13匝,副边2匝+2匝。 |
|
|
| | | | | 
这是个DIY的EE55C变压器实物图,中层为原边13匝,上、下两层为2个副边2匝。
模仿者注意!!!这个变压器只适合做电焊机,不适合做稳压电源。 |
|
|
|
|
|
| | | | | 对于131楼的“夹层”绕法,不难看出,是一种“高漏感值”的绕制结构,可使输出直接短路时,原边的冲击电流受到一定的扼制。 |
|
|
|
| | | | | | | | | 培养一下自己的观察能力与分析能力吧!所以暂不点破。 |
|
|
| | | | | | | | | | | 看见楼主的上面线路,输出是经过多个二极管整流得到的,也就是说,本质上本电焊机是直流电焊机。据所了解的知识点,电焊机从本质上应该分成传统的交流电焊机、直流电焊机、高频电焊机这么几种,对于高频电焊机只知道这么个说法,我这里有个奇思妙想,本电路是不是可以朝这个方向转化呢? |
|
|
|
| | | | | | | | | | | | | 很有想法的,但是控制回路如何解决呢?这可得花费很多脑筋 |
|
|
| | | | | | | | | | | | | 取消输出整流管的做法曾见某位行业内的高手说起过,但实验效果如何,未见下文了。 |
|
|
| | | | | | | | | 线圈工艺,就是一个典型的高漏感绕法,不过就整个线路来说,对于短路的冲击电流限制原理,准确点说,应该是一个高漏感+串联电抗器限流呢,构思巧妙,且工艺也非常简单,过去对于电焊机方面的了解非常空白,楼主的这个DIY一出手,就完全门清了,谢谢楼主。
又:楼上的还可以试着去分析一下,楼主说的:这个变压器只适合电焊机,不适合开关电源这句话的意义。
|
|
|
|
|
|
|
| | | | | 在完成DIY前,有必要对“高漏感”值的原理做一个说明:109楼提到的漏感值是副边4匝短路时的漏感值,
而实际工作时,如同142楼的观点,变压器的2个2匝的副边是交替轮流工作的,此时对“漏感值”的正确测法是“短路2匝再测13匝的感量”,
测得值比109楼提到的整个变压器的“漏感值”13uH~15uH要大一倍!达28uH~30uH! 在100KHz时如此大的漏感值对“限流作用”的贡献是很大,确保输出直接短路时的MOS FET工作在SOA曲线内。 |
|
|
|
|
|
|
|
|
|
|
| | | | | 整机关键部件之一的原边串联30uH~39uH电感线圈,由于开关频率高达100KHz,如采用普通的单芯漆包线来绕制,结果是用不了太久,线圈就会烧焦:

若无发现,接下去便是炸管。 |
|
|
|
| | | | | | | | | 是啊!
严重的100KHz邻近效应直接导致较高的温升。 |
|
|
| | | | | 所以采用特殊形状的绕法,或用李兹线来制作,就显得格外重要了。 |
|
|
|
|
|
|
| | | | | 
将1.50mm漆包线套上聚四氟套管,用套管使线间距离增加,降低邻近效应,再将内径加大至45mm,
此时的Lp工作温度明显降低,线圈可侧放在焊机的线路板反面。 |
|
|
|
|
| | | | | | | | | | | 这不是“够”与“不够”的问题,如果导线细得能当电加热丝了,只要不烧断,它也可以说“够”,但是这样是不行的 |
|
|
|
| | | | | | | | | | | | | 100KHz时,加大单根铜线的直径时,对降低温升的改善作用很有限,在这里选用李兹线是明智之举。 |
|
|
|
|
| | | | | 出乎意料的是:1.50mm的线径按理的确偏细了点,但在风冷条件下温升并不严重,
但163楼电感的直径偏大,外置实验效果还可以,放入机器内,盖上外壳,结果外壳奇烫!!! |
|
|
|
| | | | | | | 如果外壳是普通铁片材料的,可以想象,对于一个开放的大直径空心线圈,外壳的电磁感应导致的涡流损耗就可以造成外壳发热量很大,反正应该不是线圈本身的热量导致的外壳这么热吧?
看起来如果用这个结构的线圈和放置位置,如果不调整底面外壳和线圈的距离或更改材料,你不但做了一个电焊机,还做了一个小型电磁炉呢  。 |
|
|
| | | | | | | | | 开始只考虑线圈的散热而没考虑会产生那么大的涡流损耗,的确是做了一台焊机还外加了一个小型的电磁炉。
这几天又绕制了几种不同外形的电感,总体效果还在试验中...... |
|
|
|
|
| | | | | | | | | | | | | 最后几经对比试验,还是用0.25mm 32股~36股绞合线,绕成扁形电感,并竖直安装,这样的发热相对最小。 |
|
|
|
| | | | | 解决了外壳发烫后,之前没想到的NTC也有过热的问题,稍用片刻,即出现焦疤。
 |
|
|
|
| | | | | | | 由于PCB板已无法改变(本来可用继电器短路掉NTC),所以这里就采用换用稍低阻值的NTC来改善温升问题了。 |
|
|
|
| | | | | 为了降低变压器持续工作的温升,试验了用次品EE65B(5元/付)绕制的新变压器,效果不错!  |
|
|
| | | | | 也试验了用2个电感串联来代替单个Lp的方法,并用2个二极管对电感与变压器节点进行钳位,结果电感工作温度大大降低,同时减小了电感直径,分散成2个地方,外壳涡流发热也不明显了。
 |
|
|
|
|
| | | | | | | | | 托兄弟的吉言,东西已做出来了!并非常地好用!
过程中虽然已很仔细小心,但无数次全桥炸管的巨响,仍回荡在实验室里。
还有全桥100KHz 的MOS FET的难选择问题,也被困扰了很久,开始一直以为MOS FET跑100KHz不算高,实际却另有一番天地...... |
|
|
|
| | | | | | | | | | | | | 兄弟们如在仿制过程中有什么疑问,尽管可以在这里提出来。
另外,对于初学者,100KHz高频全桥也没想象中那么容易成功,但对于想学习做大功率全桥电源的爱好者而言,终会让人收获多多的。
稍过些日子,再向大家介绍DIY成功率接近100%的IGBT单端双管正激式手工弧焊机,比较注重结果的爱好者可以同步DIY,以期获得一台实用的家用小型焊机。 |
|
|
|
|
| | | | | | | | | | | | | | | 的确,100KHz桥式的电焊机并不好做,对MOS FET比较挑剔。 |
|
|
|
| | | | | 趁IGBT焊机未开始前,对部分焊机专用的零部件做些简介:
快速接头与焊钳
 |
|
|
|
|
|
| | | | | 以上介绍的零部件一般都可从焊接配套原器件的厂家那里邮购到,也可去“淘宝”里网购。 |
|
|
| | | | | 
还有一个对使用性能有较大影响作用的散热风扇的选择问题,一般用AC220V 的品种具有供电方便的优点,
但风力小,使得焊机可持续工作的时间较短。而DC供电的风扇效率高,风力大,对提高持续率十分有利,但又必须有相应的DC 供电电路。 |
|
|
|
| | | | | | | 如焊机中有输出电感的话,取个数瓦的DC电源,十分地方便,建议尽量采用DC风扇。 |
|
|
| | | | | | | | | 也有二手交流风扇马力够强的,DIY可以选择二手的风扇,FLOWEMAX 4710PS-22T-B30 这个型号220V 14W风力很强。大概10块到15块钱一个。 |
|
|
|
| | | | | | | | | | | | | 性价比很好,我是在上海赛格卖二手风扇那里买的。风力很猛,后来买温州产新的,也是10块15块钱,左右,风力太小太小了。 |
|
|
|
| | | | | 初步构思IGBT单端双管正激焊机的主功率拓扑采用无输出电感的模式。 |
|
|
|
| | | | | | | 关注N久了,提个小小要求,下次发IGBT的相关线路时候,能不能清楚点,好便于仿制,前面4管的基本上能看清楚线路,但看不清楚参数。 |
|
|
| | | | | | | | | 感谢您的关注与建议!
后面我会把全桥详细的电路参数都补发上来。 |
|
|
|
| | | | | 对使用药皮焊条的普通焊接电源来说,取消输出端的LC滤波级对焊接电弧的“能量”而言,
并无实质性的影响,事实上能可靠应用于输出端的LC滤波级的L或C的造价很高,所以“无LC直接输出”是普通焊接电源的流行趋势。
只是无LC后的正激(或桥)拓扑还成立吗? 且看事实...... |
|
|
|
|
| | | | | 讲无输出电感的正激拓扑前,先补上前面全桥焊机的部分DIY制作资料:
 |
|
|
| | | | | | | 说明一下,副边2个3匝与1个1匝是为氩弧焊两用机设计的,DIY纯手工焊时不必绕这2个绕组。 |
|
|
|
| | | | | | | 8:12 与 10:14的匝比波形各有优势,关键看后级的MOS FET的自身特性了。 |
|
|
|
|
| | | | | 
由于输出平均电流大于100A,瞬时近200A,所以关键的电流通道需加锡或加焊2.25*5mm的扁铜条。
全桥隔直电容必须多个并联,选用单个时极易发烫甚至频频损坏。 |
|
|
|
|
|
|
|
| | | | | | | 很明显,该拓扑就是一个典型的双管正激线路,带变压器。都说双管正激线路应力小,可靠性高,在大电流应用时候,可靠性高就尤为重要了。
但是如果弄IGBT高频焊接,不带变压器或者线圈,我就有很大疑问了,先不说电压阻抗匹配转换问题,就是直接耦合那么输出安全隔离问题,在我理解就没法搞定了,还真想不出楼主实现的具体手段了。 |
|
|
| | | | | 
将输出电感拿掉,用任何方法都不难证明,输出端的短路,基本可等效于A、B两点短路!这就是226楼的疑虑。 |
|
|
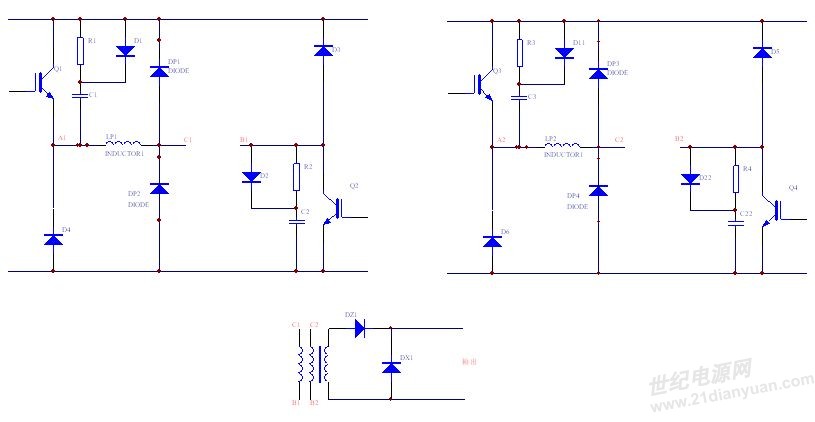
| | | | | 要解决“等效于A、B点短路”的难题,一种是采取专业厂家惯用的“电子电抗器”来补尝输出电感的取消。
另一种就是这里要采用的“拓扑变换”手段。 |
|
|
| | | | | | | 如图所示,将副边的输出电感“移”到原边...
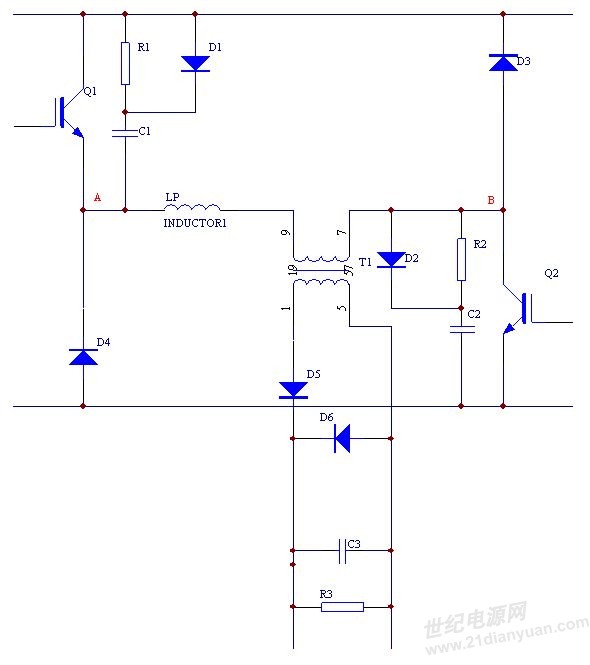
输出短路就不再等于原边短路。 |
|
|
| | | | | | | | | 很强的帖子!!!楼主,什么时候上原理图和PCB源文件 啊?让大家学习学习啊! |
|
|
|
| | | | | | | | | 看来是我没看仔细,还以为连输出变压器也不用了,故百思不得其解,原来输出变压器还是要的。把输出电感移动到原边,这样还是可以实现通过控制占空比的方法达到调整输出功率的目的。 |
|
|
|
|
|
|
| | | | | | | | | | | | | | | 我采用原边增加2个二极管的办法,因副边的续流二极管不能少。 |
|
|
|
|
|
| | | | | | | | | DP1的加入会否拉长T1绕组被LP放电短路的时间? |
|
|
| | | | | | | | | 如果去掉DP1,C点在IGBT关断后电位↑超过直流母线电压,T1次级还可以保持正向输出,同时LP的放电电动势增加,放电时间缩短。 |
|
|
| | | | | | | | | 只能DCM(相对于LP来讲)工作?否则T1受LP影响不能复位? |
|
|
|
| | | | | | | | | | | | | 239楼的图没有输出续流电感,因此理论分析输出为恒压源而非恒流源,与文库中的情况不同。 |
|
|
| | | | | | | | | | | | | | | 高手也钻牛角尖? 当然王工的道理是没错的。 
我前面说的[感量大小] 实际上已是在指分布参数的影响作用了,普通焊机之所以可以去掉输出电感,
是来回数米长的[龙头线]的感量与变压器自身漏感所占[份额]不小,文中波形与无输出电感焊机的实测波形在时序与形状上十分地接近。 |
|
|
| | | | | | | | | | | | | | | | | 捧杀俺了:正激输出整流拓扑是先到电容再到龙头线的,高频分析应该是按恒压源考虑,如果先到电感是按文库里的恒流源考虑 |
|
|
| | | | | | | | | | | | | | | | | | | 啊呀,是我忘记说明了,话没说全, 
近几年出现的小型逆变焊机输出端已无L也无C了,而电弧的阻抗到是带有[容性]的。 |
|
|
| | | | | | | 这个电路的缺陷是DP1、DP2、D4、以及Q1内置二极管的吞吐电流比较大,会影响效率,优势是用廉价与小体积的
的Lp取代了昂贵庞大的输出电感,虽输出电感的感量不必很大,但一个百安级电流的电感怎么也不会太便宜的。
当然,此电路还有一个缺陷是Q1温升会大于Q2不少。 |
|
|
|
|
| | | | | | | | | | | | | LP的正向电流释能时期没画,Q1关断,D1、DP1的导通时期 |
|
|
|
| | | | | | | | | | | 复位时期:

实际还有变压器的励磁复为位电流,这里从略。 |
|
|
|
| | | | | | | | | | | | | | | 十分抱歉!
对于内置体二极管,我已习惯不画出来了......看来这个坏习惯必需纠正了。 |
|
|
| | | | | | | | | | | | | | | Q1的温升大于Q2,初步分析就是Lp通过Q1体二极管复位引起的。 |
|
|
| | | | | | | | | | | | | | | | | 不见得:Q1关断后LP要放电,dv/dt比较大,IGBT又有拖尾电流…… |
|
|
|
| | | | | 
今天试了这个电路,输出130A十分轻松...... |
|
|
| | | | | | | 但如把LP1与LP2也采用“合二为一”的双线绕制,即使感量与分开时完全一样,“合二为一”后焊接电流明显减小。 |
|
|
| | | | | | | | | 因并绕后有互感存在了,而分开时对变压器而言,总感量是减小的。 |
|
|
|
| | | | | 
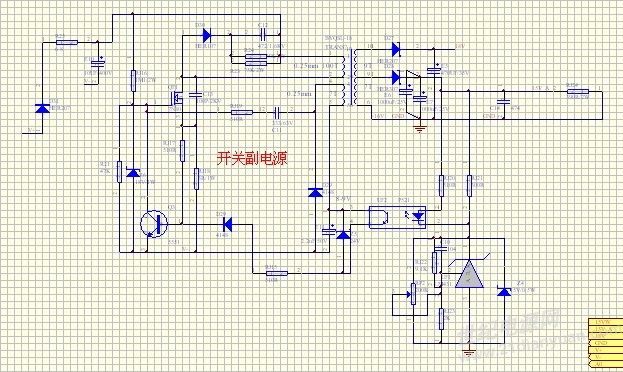
为了取消原来全桥副电源的50Hz变压器,减轻重量,在这次IGBT的焊机里试验了UC3842、TOP、RCC等几种副电源方案,感觉还是RCC方案最实用。
电路见后面。 |
|
|
|
|
|
| | | | | | | 与前次全桥驱动相比,这次选用了输出电压不会随占空的比变化而变化的变压器IGBT驱动电路,
这样占空比可以大幅变化,为以后继续升级为电流模式垫定了基础。 |
|
|
|
| | | | | | | LP1 LP2的实用感量在30uH~45uH之间。 |
|
|
| | | | | | | | | IGBT的本来不是说2管的吗?怎么又变成4管的了?这样一来,和前面MOS管方案比起来,好像没什么区别了,而且貌似线路还好像略微复杂了点。跟贴到这里,我倒是越来越迷糊了。正常情况,AC220干线电压范围,IGBT要比MOS管好做,功率也更容易做上去,所以开始楼主的双管方案对比MOS管的4管,正好符合我们对这方面的理解啊。希望楼主能给我等解释一下个中原委。 |
|
|
| | | | | | | | | | | IGBT的本来不是说2管的吗?怎么又变成4管的了?这样一来,和前面MOS管方案比起来,好像没什么区别了.............我也看不太懂楼上此言何意? |
|
|
| | | | | | | | | | | | | "兄弟们如在仿制过程中有什么疑问,尽管可以在这里提出来。
另外,对于初学者,100KHz高频全桥也没想象中那么容易成功,但对于想学习做大功率全桥电源的爱好者而言,终会让人收获多多的。
稍过些日子,再向大家介绍DIY成功率接近100%的IGBT单端双管正激式手工弧焊机,比较注重结果的爱好者可以同步DIY,以期获得一台实用的家用小型焊机。
"
楼主如是说也,非我之杜撰,故有此一问。(见189楼) |
|
|
| | | | | | | | | | | | | | | 哦,原来如此。
在我看来如PCB有空间剩余,我也会与楼主一样,做成双路方式,这样如有大电流IGBT(如K75T60),
则用一对即可,如只有小电流的品种,则四管齐下..... 不亦乐乎。 |
|
|
| | | | | | | | | | | | | | | | | 
也是用RCC做副电源,只是电路与楼主的不同。
如图的PCB布局,比较有利于散热,所以上传供大家参考。 |
|
|
| | | | | | | | | | | | | | | 因为[玩电焊机,就是玩并联],N年前我就用75A级的IGBT玩3对并联,烧4.0mm焊条超爽。
 |
|
|
| | | | | | | | | | | 区别在于拓扑类型不同了,正激拓扑可获得更高的可靠性。
同时采用了输出电压幅度不随站空比变化的变压器隔离驱动电路。 |
|
|
|
|
|
|
| | | | | | | 建议把这部分电路改为直接作用于SG3525 10脚,可节约一个三极管。
 |
|
|
| | | | | 上传最新的RCC实验参数: EI28立式磁芯骨架,原边0.25mm 副边0.44mm*2 双线并绕。
调整气隙至1-2脚感量为7mH~8mH左右即可。 |
|
|
| | | | | 全新的单端IGBT样机已成功出来,但主变参数还在不断改进优化之中......
 |
|
|
|
| | | | | 此种控制模式的机器的焊接特性有点类似BX型的老机器,输出电流有外拖特性,
与恒流控制相比,烧碱性焊条手感会更好些,缺陷是相比之下弧长偏弱一些。
主变参数、串联电感参数与PCB文件等,在调试出最佳焊接效果时一并上传。 |
|
|
|
| | | | | | | | | 等PCB打样回来,实验后如没什么问题,就会上传所有文件。 |
|
|
| | | | | | | | | | | 楼主,你太强大了!!让我大开眼界!!现在知道什么是大师级人物了,你让我五体投地!! |
|
|
|
|
| | | | | | | | | 感觉还有很多地方要改进的。
1、驱动
2、电流反馈
3、焊接电源的外特性控制。 |
|
|
|
|
|





 收藏
收藏 分享
分享



































 津公网安备 12010402000296号
津公网安备 12010402000296号