现在社会生活中,各种有色金属及其合金已经广泛运用于人类活动的每个领域,而这些金属和其合金的运用,都离不开电弧焊机。
目前大量使用的电弧焊机有交流电弧焊机和直流电弧焊机两大类。
交流电弧焊机又分为:动铁式交流电弧焊机﹑动圈式交流电弧焊机﹑口字型铁芯抽头式交流电弧焊机和口字型铁芯固定式(便携式)交流电弧焊机。
直流电弧焊机又分为:硅整流式直流电弧焊机﹑可控硅整流式直流电弧焊机﹑逆变式直流电弧焊机。
本方案旨在制造一种逆变式的交流电弧焊机,这种新型逆变式中频交流电弧焊机即具有逆变焊机所有优点,又有交流焊机的所有长处。
目前的交流电弧焊机不管是动铁式交流电弧焊机﹑动圈式交流电弧焊机﹑口字型铁芯抽头式交流电弧焊机和口字型铁芯固定式(便携式)交流电弧焊机中的哪一种类,都存在体积大,重量重;制造需要的铜材和矽钢片量大的缺点。而且整机效率低,能耗高;焊接电流控制精度不高。
目前的直流电弧焊机中硅整流式直流电弧焊机和可控硅整流式直流电弧焊机因其主功率变压器还是工作于工频状态,同样存在体积大,重量重;制造需要的铜材和矽钢片量大,整机效率低,能耗高等缺点。
唯独逆变式直流电弧焊机具备体积小,重量轻,高效节能等优点。逆变式直流电弧焊机不足之处在于不能输出交流电流/电压,焊接过程会出现电弧偏弧现象。
本方案是一种逆变式的中频交流电弧焊机。它既具有逆变式直流电弧焊机体积小重量轻,节能节材,高效环保,焊接电流可以精确控制等的优点,又具有交流电弧焊机具有的,焊接过程中无偏弧现象的优点。
现有的电弧焊机存在以下不足:
1,传统交流电弧焊机具有体积大,重量大,焊接电流难以控制等缺点。在焊接过程中由于焊接电流波形为工频正弦波形,有较长的过零时间,容易造成焊接电弧瞬间断弧,产生焊接缺陷。而且传统交流电弧焊机制造时耗材,运行时耗能,目前已经濒于淘汰边缘。
2,逆变式直流电弧焊机虽然具有体积小重量轻,节能节材,高效环保,焊接电流可以精确控制等优点。但电路较为复杂,制造和维护成本都很高。并且因为其焊接电流为直流电流,焊接过程中存在直流磁场,极易发生焊接电弧偏弧现象,容易造成焊接工艺方面的缺陷。在强磁场环境下几乎无法施焊,这就大大限制了其的应用范围。
本方案是一种逆变式的中频交流电弧焊机。
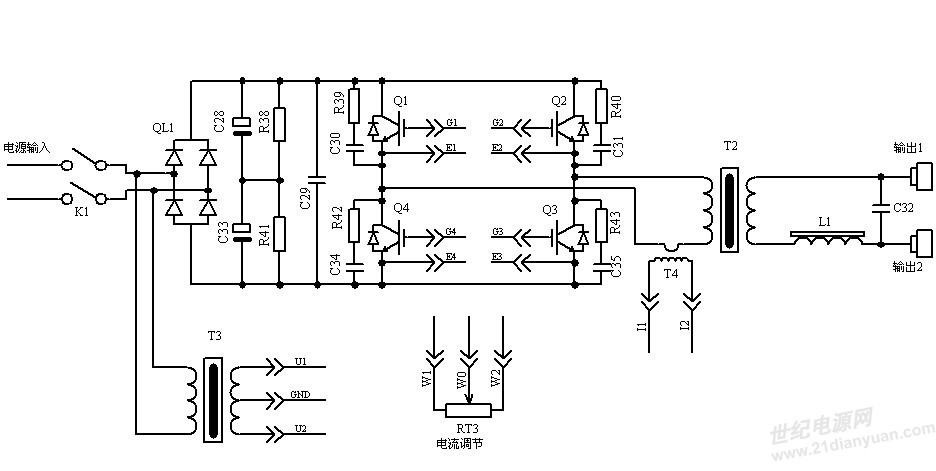
图一是这种逆变式中频交流电弧焊机的主回路电气原理图。
图中:Q1﹑Q2﹑Q3和Q4等电力半导体开关器件管组成中频逆变全桥电路;整流桥QL1和电容C28,电容C33,电容C29等组成一次侧工频整流电路和滤波电路;中频降压变压器T2和镇流电感L1组成降压和焊接电流电压输出电路;T3是工频降压变压器,为控制电路板提供工作电压;T4是一次侧电流检测互感器;电位器RT3为焊接电流调节电位器,电容C30和电阻R39;电容C34和电阻R42;电容C31和电阻R40;电容C35和电阻R43;分别为电力半导体开关器件Q1;Q2;Q3及Q4的阻容吸收电路。
 | 




 收藏
收藏 分享
分享




 津公网安备 12010402000296号
津公网安备 12010402000296号